


Requirements
Economic customization with 33 variants. We were commissioned with integrated manufacturing of an injection-molded switch housing for a leading manufacturer of safety technology and emergency lighting systems.
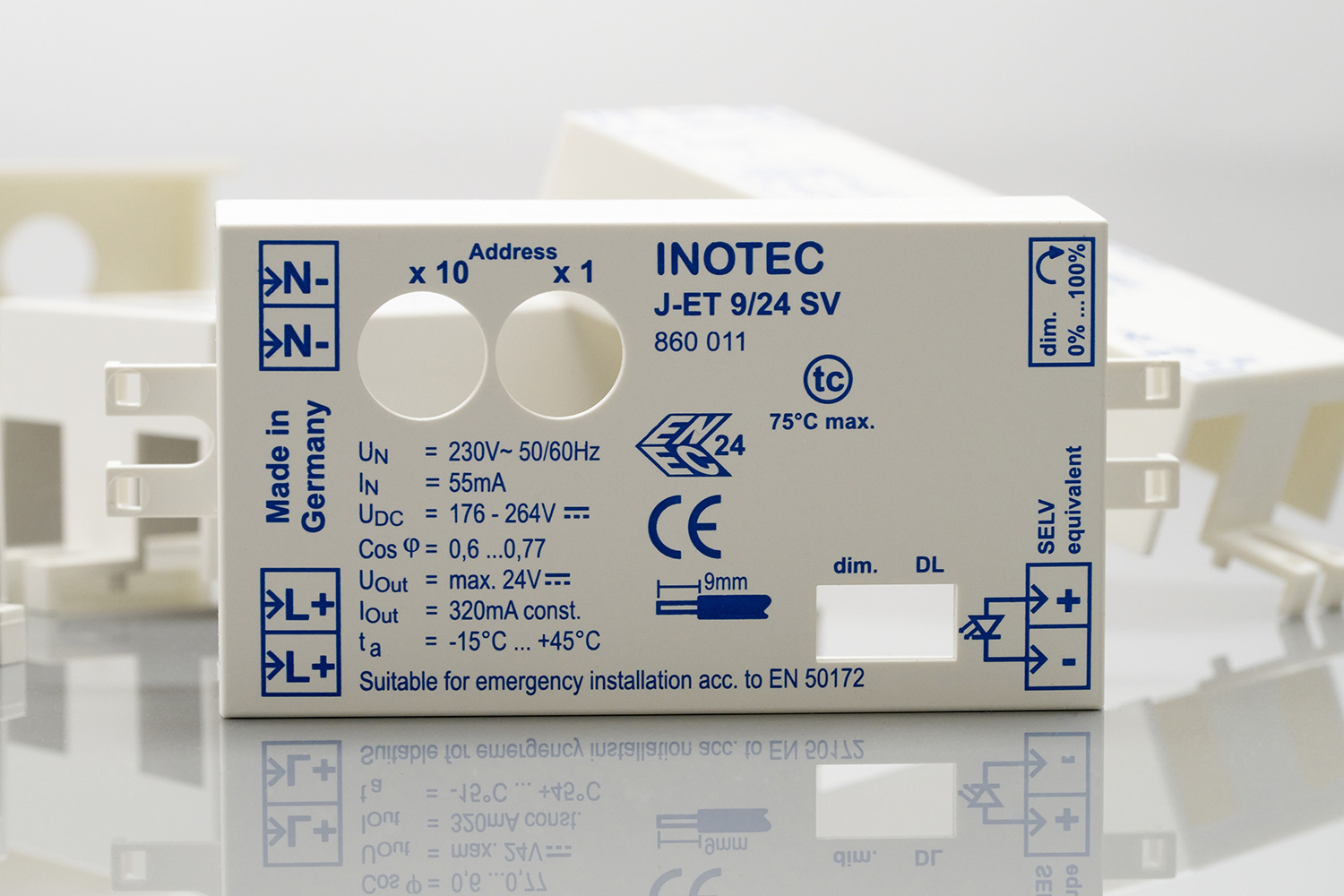
The VG 5398 thermoplastic assembly should be produced in six variants, each with different openings and part heights, as well as in 33 different printing variants – each of them with high requirements for the visual appearance, in particular the legibility of the printing. Where possible, implementation of automation for printing directly on the injection molding machine was required in order to make the production of variants reproducible and efficient.
The injection molded housings are used in switches for lighting technology, industrial lighting and emergency exit lighting. Accordingly, the requirements for material selection in accordance with UL94 were high. In addition, the flammability of the thermoplastic and the associated fire risk in the current-conducting environment should be simulated and excluded by means of an incandescent wire test by our material supplier.
Process
The entire value chain is mapped in an efficient 360 degree process at our manufacturing site in Helmbrechts. This includes process development by our development department, the tool concept, including design for plastics and toolmaking, the injection molding process with linked removal of the components from the tool via modern gripper systems, as well as partially automated printing with all associated control measures. Even the silicone pad is manufactured in-house for all variants.
Due to the large numbers of pieces, we opted for a partially automated single-stage injection molding process with a 4-part tool – all in a single production cell, in which we could connect our existing machines and handling systems with the automation cell (pad printing machine, conveyor technology, etc.). In further processing, the plastic hoods are marked directly in the injection molding machine using manual printing for variants with small numbers of pieces or automatic printing for high-runner variants. This keeps the process flexible and efficient at all times.
A flame-retardant recycled polycarbonate (PC) material, a thermoplastic with particularly good fire behavior which meets the strict requirements of UL94 (here V0 at 2 mm), is used in the selection of materials.
Each process step is continuously monitored using measuring machines, gages, dial gages and calipers, and documented in the CAQ system.



{kind=link}
{kind=link}
{kind=link}
Result
Thanks to comprehensive 360 degree manufacturing with all development, toolmaking, injection molding and machining services in one location, we can react flexibly to our customer’s capacity increases and offer consistently high quality across all variants. By keeping the six basic components in stock ready for use, printed variants can also be produced on short notice. Thanks to the optimized conversion processes for the variants in the tool, quick reactions are also possible with automatic printing.
By optimizing the component with regard to anti-rotation protection, we were also able to achieve a lasting improvement in the assembly process, which is effective across all variants.
33
Variants
480
Thousand parts per year
30.000
Manual printing operations per year
Convinced?
Start project now
Call us or write to us. Let’s get your idea into series production together.