


Requirements
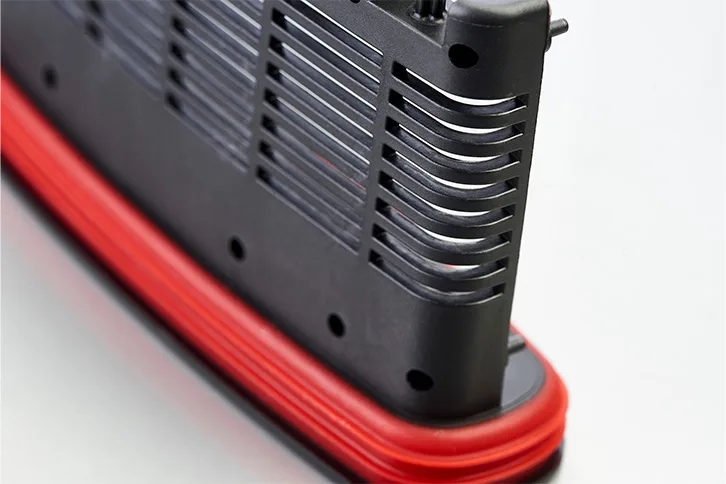
The TMS3 2k carrier component assumes the function of a carrier for the control module in the BMW LED headlamp. To keep any moisture out, special consideration already has to be given to the finished part’s tightness during the product design phase. Contaminations caused by outgassing from the silicone seal material should be prevented at all costs, as should the formation of deposits on the inside of the headlamp. The particular challenge was to get the drawing part ready for series production in a very short time, despite the combination of opposing processing parameters.
Process
The housings are produced fully automatically and cost-effectively in series in a single-stage 2k injection molding process. Molded on proprietary hybrid tools with a precise understanding of materials and their processing.
A 6 GF 30 polyamide thermoplastic and a special adhesion-modified silicone with a Shore hardness of 50 are used. This soft component has the great advantage that the sealing properties remain constant over high temperature ranges. The challenging processing of the low-viscosity silicone, on the other hand, requires a high degree of accuracy in the tool and expertise in close-contour temperature control. Since the thermoplastic warps during the cooling phase, we had to plan for correction loops from the beginning to achieve the required flatness of the printed circuit board support. Each process step is permanently monitored using measuring machines, gages, dial gages and calipers, and documented in the CAQ system.
To prevent outgassing of the silicone, the sealants are annealed in a convection oven after the injection molding process. The special design of the tool ensures that the silicone cavity is sealed airtight without trapping air. Our first housing prototypes were created out of transfer technology pilot tools at the machine supplier’s technical center. The silicone distributor and a product-specific removal gripper are also a complete in-house development.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Result
Thanks to the single-stage production process, the need for cost-intensive additional steps, such as subsequent assembly of the seals or a second injection molding process, can be completely eliminated. This lean, efficient cycle consequently not only significantly reduces costs but also any risks of errors.
Another advantage: All process steps are carried out in-house – process development, tool design, toolmaking, composite manufacturing, assembly, customized packaging. This comprehensive mix of technologies and expertise significantly shortens the time to market and facilitates communication within the process chain. Today we produce 10,000 housings a day, 7 days a week in 4-shift production, in parallel on 3 machines.
3
2k thermoplastic silicone injection molding machines with 160 t clamping force each
427
kg material throughput of silicone and thermoplastic in the project time window
7.5
manufactured housing parts, all in a uniformly high and documented quality
Convinced?
Start project now
Call us or write to us. Let’s get your idea into series production together.