


Requirements
As part of the Hilti laser series being expanded, we were commissioned by the manufacturer with the development and manufacture of a rear housing to accommodate a laser unit, including battery compartment. The assembly had to be compatible with the whole product platform with four product variants in total. The associated four fronts were also produced in-house with state-of-the-art real glass encapsulation.
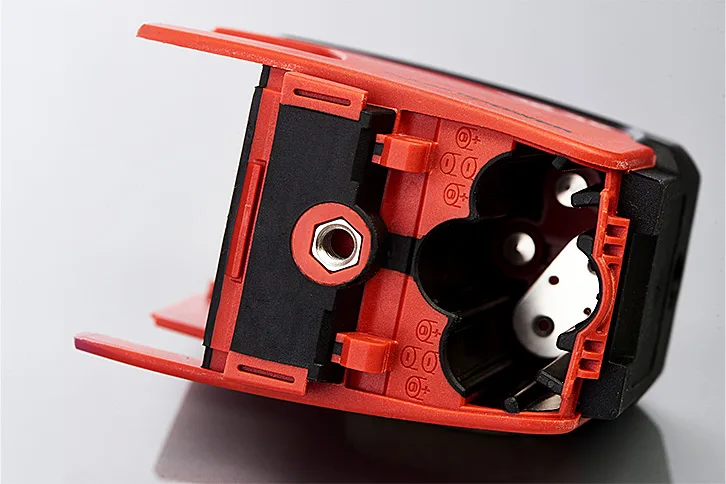
The customer’s most important requirements included easy assembly and disassembly of the laser unit from the front, without any additional special tools. At the same time, the laser unit was to be accommodated in the housing without play and an on/off button was to be integrated in the rear housing using a soft component. Due to the demanding field of application, the battery compartment for the laser unit had to be completely sealed. It was necessary to meet the high specifications for tightness (IP54), chemical resistance and resistance to building dirt here and also to design the product to be mechanically protected for a drop height of 1.40 m. An additional pressed-in threaded bushing enables quick and effortless mounting on the matching stand.
Process
During the entire value creation process, the assembly’s development and suitable concept design for production is at the heart of the process design – always with a view to the customer’s feasibility and requirements. In this case we therefore made a deliberate decision to work with an external development partner. Together, we were able to implement the customer’s demanding specifications on time.
To produce the rear housing economically and in a consistently high quality, we decided to use a 2k injection molding process with transfer technology and different metal inserts. These are also stamped in-house in our own progressive dies.
The tool concept is of particular importance, especially when it comes to processing two plastics with different material properties in one process. In this case, the hard component had to be perfectly matched to the overmolding of the soft component as well as the corresponding transitions. A PP (GF30 red) and a TPE (black) with particularly good adhesion and damping properties are used.
The multi-component injection molding is then followed by assembling the contacts, bushes, light guides and stainless steel contact pins in the housing. The components are also customized with different print images and the assembly is vacuum deposited for better shielding.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Result
Thanks to the complete development of components, tool design and integrated manufacturing with all assembly services at one location, we were already able to consider all requirements for the suitable tool design during the development phase. Our customer benefits on the one hand from significant time and cost savings along the process chain, and at the same time from the best process efficiency that can be ensured by bundling all relevant manufacturing processes. As a result, up to 25,000 units of the rear housing are put into series production each year in a 3-shift operation.
15
years spent on the project
18
tools in project scope
200
manufactured housing parts
Convinced?
Start project now
Call us or write to us. Let’s get your idea into series production together.